Key Process Steps:
1.Vacuum Chamber Pretreatment: Evacuate to 10⁻³–10⁻⁴ mbar to remove contaminants.
2.Plasma Generation: Introduce N₂/H₂ gas mixture (3:1 ratio) and apply 400–1000V pulsed DC voltage to generate glow discharge.
3.Nitrogen Ion Bombardment: High-energy nitrogen ions bombard the surface, forming a diffusion layer and compound layer.
4.Cooling & Post-Treatment: Slow cooling to room temperature, followed by optional polishing/coating.
2. Plasma Nitriding of Q355 Steel
Material Properties:
Q355 is a low-alloy high-strength structural steel containing C (≤0.20%), Mn (≤1.60%), and Si (≤0.55%).
Typical applications: Construction machinery, bridge components, pressure vessels.
Process Parameters:
Temperature: 480–520°C
Duration: 8–20 hours
Gas Ratio: N₂:H₂ = 3:1
Pressure: 2–5 mbar
Performance Enhancements:
Surface Hardness: 700–900 HV (3–4x improvement over untreated steel)
Nitrided Layer Thickness: 0.1–0.3 mm (compound layer: 5–15 μm)
Wear Resistance: >60% reduction in wear rate (ASTM G99)
Corrosion Resistance: 500-hour neutral salt spray resistance (ASTM B117)
Advantages:
✅ Minimal distortion (<0.05 mm/m, ideal for precision components)
✅ No hydrogen embrittlement risk (vs. gas nitriding)
3. Plasma Nitriding of HT300 Cast Iron
Material Properties:
HT300 is gray cast iron with C (3.0–3.3%), Si (1.8–2.2%), and flake graphite microstructure.
Typical applications: Machine tool beds, engine blocks, heavy equipment bases.
Process Challenges:
Graphite Interference: Flake graphite reduces nitrogen diffusion efficiency.
Temperature Limitation: Exceeding 550°C risks matrix softening.
Optimized Parameters:
Temperature: 450–500°C (lower than steel processing)
Duration: 12–30 hours (extended to compensate for graphite)
Gas Ratio: N₂:H₂ = 4:1 (higher nitrogen potential)
Pulse Frequency: High-frequency pulses (>1 kHz) enhance plasma penetration
Performance Enhancements:
Surface Hardness: 500–750 HV (2–3x improvement)
Nitrided Layer Thickness: 0.08–0.2 mm (compound layer: 3–10 μm)
Anti-Galling Properties: 40% reduction in sliding friction coefficient (SAE 214201)
Fatigue Resistance: 50% increase in cyclic load lifespan
Advantages:
✅ Retains vibration-damping properties of cast iron
✅ Avoids surface roughness issues seen in liquid nitriding
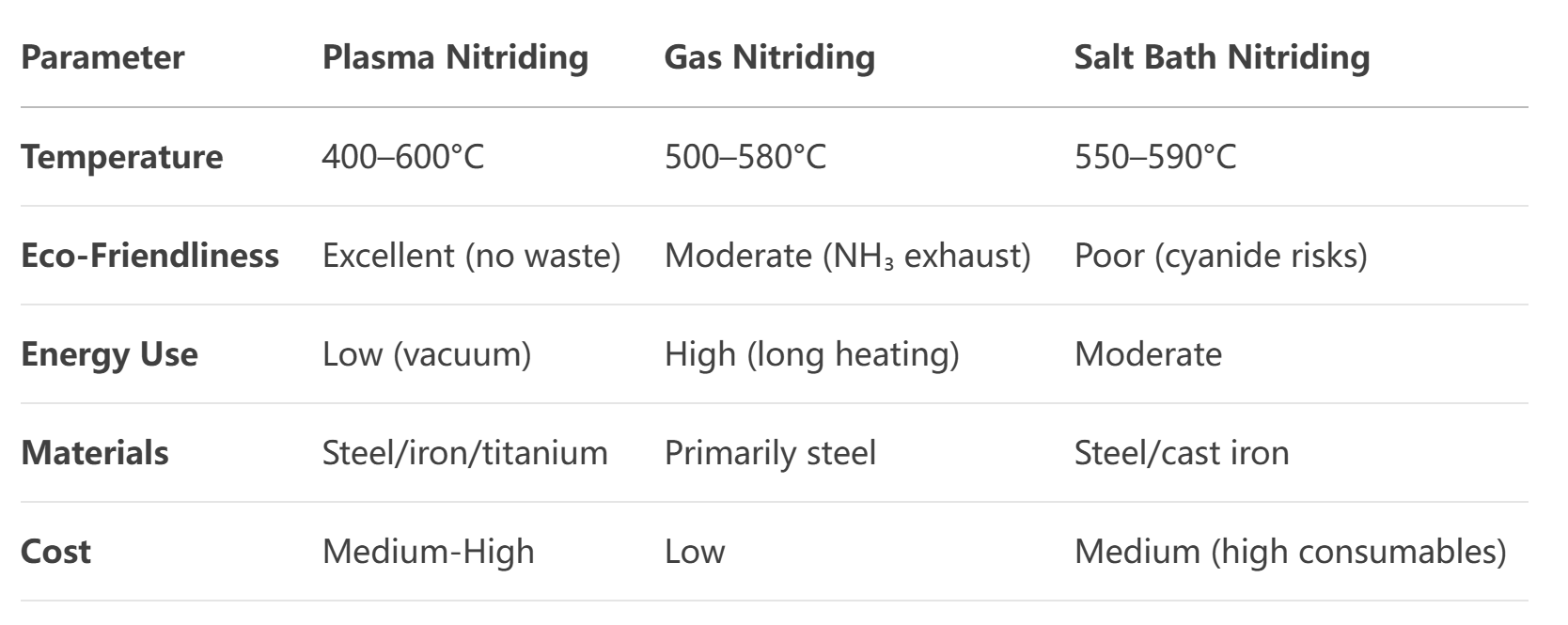
4. Comparison with Other Nitriding Methods
5. Application Cases
Q355 Steel: Hinge components for port cranes achieved 8-year service life (vs. 2 years untreated).
HT300 Cast Iron: CNC machine tool guides showed 650 HV surface hardness, tripling maintenance intervals.
Conclusion:
Plasma nitriding offers high-efficiency, eco-friendly surface hardening for Q355 steel and HT300 cast iron, particularly suited for precision components requiring dimensional stability. Optimized parameters significantly enhance wear resistance, fatigue strength, and corrosion resistance, meeting demands for high-end industrial equipment.
Need process validation? Contact our lab for a free sample treatment report!
.jpg)


.jpg)
.jpg)
(1).jpg)




.jpg)