- SYSTEM 16 METRIC SERIES
THE WALTER
SYSTEM 16
METRIC(MM)WELDING
TABLES
.jpg)
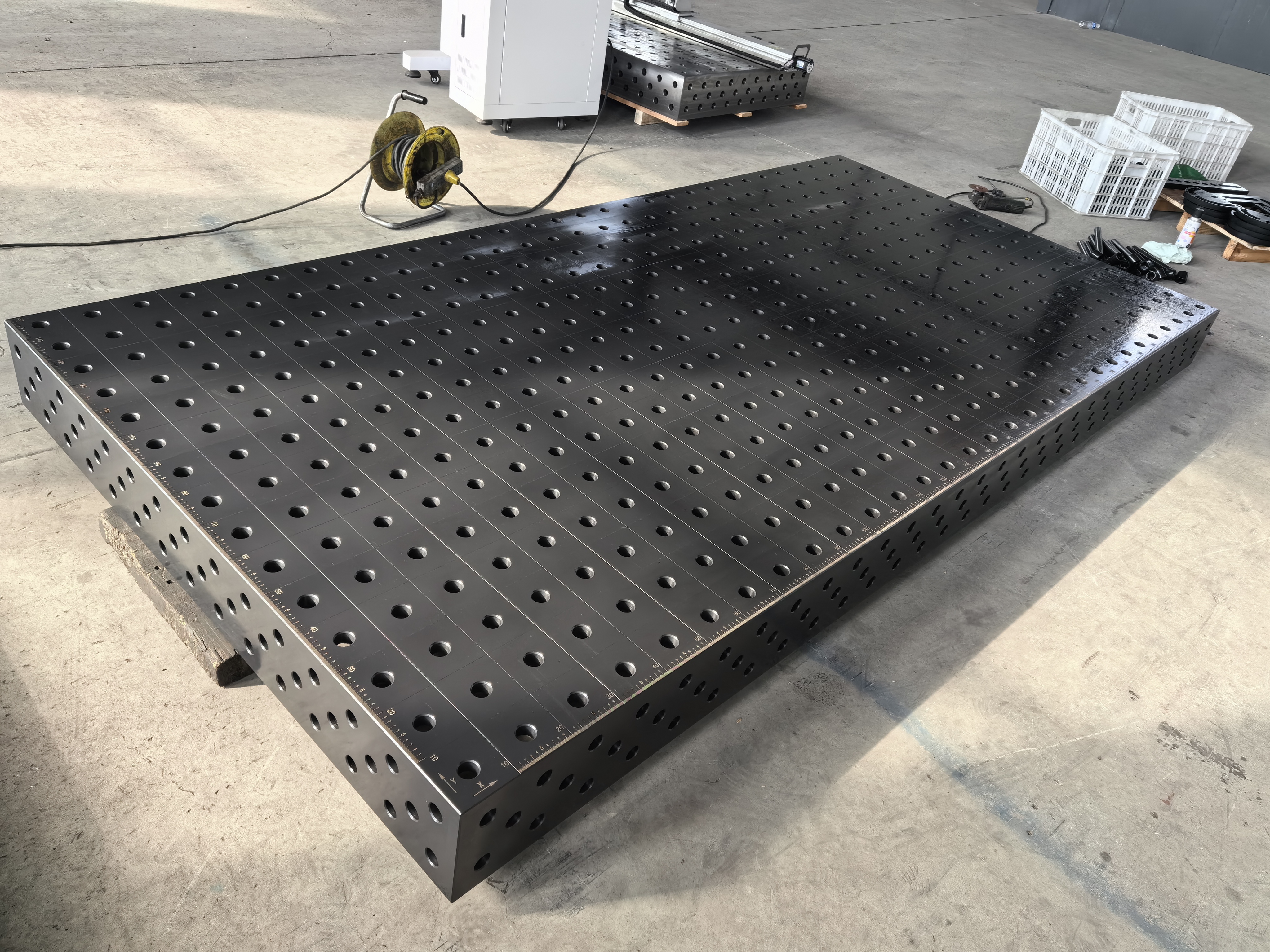
D16 STEEL TABLE
D16 CAST IRON TABLE
D16 STEEL NITRIDED TABLE
D16 CAST IRON NITRIDED TABLE
SYSTEM 16 METRIC ACCESSORY SETS
VIEW ALL ACCESSORY SET
D16 SET1(28 Piece kit)
D16 SET2(40 Piece kit)
D16 SET3(68 Piece kit)
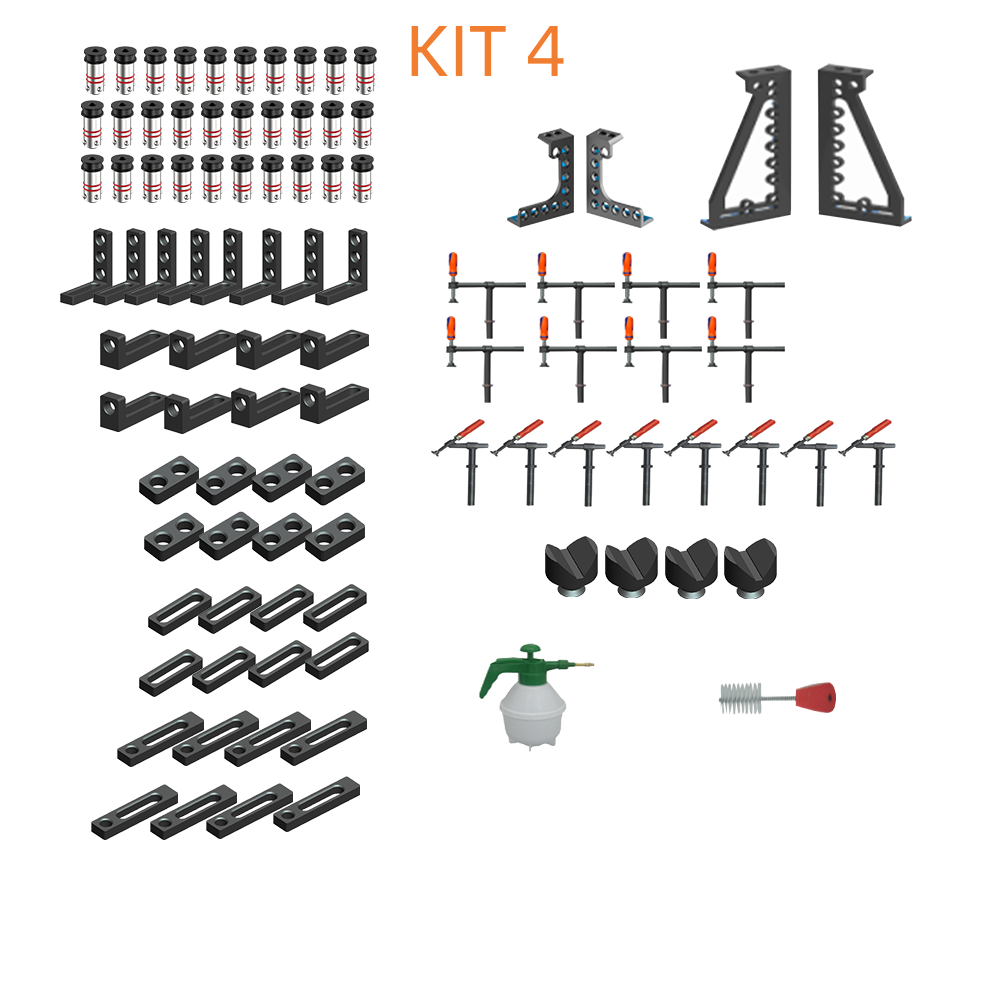
D16 SET4(96 Piece kit)
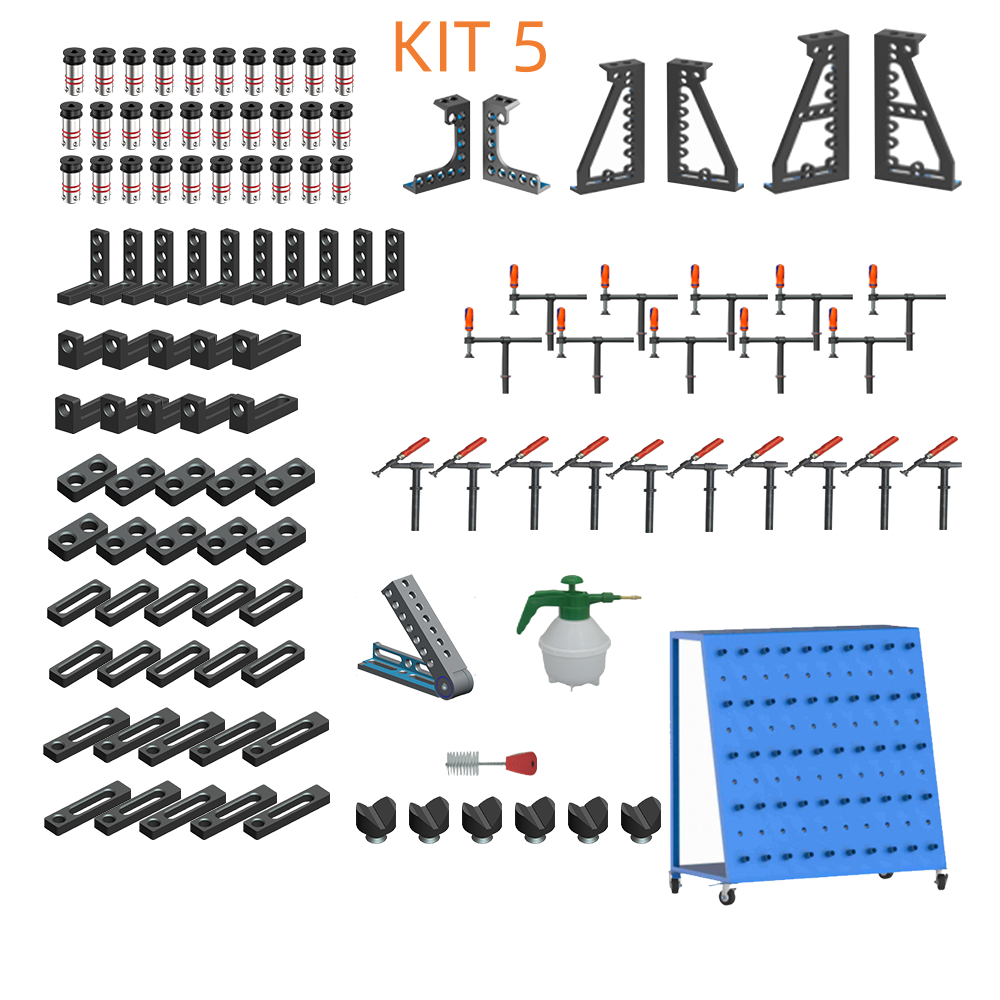
D16 SET5(116 Piece kit)


- SYSTEM 28 METRIC SERIES
THE WALTER SYSTEM 28 METRIC(MM)WELDING TABLES
D28 STEEL TABLE.jpg)
D28 CAST IRON TABLE
D28 STEEL NITRIDED TABLE
D28 CAST IRON NITRIDED TABLE
SYSTEM 28 METRIC ACCESSORY SETS
VIEW ALL ACCESSORY SET
D28 SET1(28 Piece kit)
D28 SET2(40 Piece kit)
D28 SET3(68 Piece kit)
D28 SET4(96 Piece kit)
D28 SET5(116 Piece kit)
.jpg)
(1).jpg)




.jpg)





With nitrided technology and modular flexibility, the Welder 3D Durable Nitriding welding table System, Professional Steel Plasma nitriding welding platform, and Steel S355 Durable Nitriding welding table System in stock provide unmatched control and precision.
The Walter 3D Welding Table, paired with a Nitrided Surface 3D Modular Welding Table, lets you weld aluminum structures with zero distortion, consistent penetration, and flawless alignment.
Mastering these methods turns aluminum welding from a trial-and-error craft into a repeatable, engineering-driven process that ensures productivity, quality, and reliability in every frame you build.
1. Introduction: The Hidden Challenge of Aluminum Frame Welding
Aluminum alloy frames are favored in automotive, bicycle, aerospace, and rail industries for their lightweight strength, corrosion resistance, and high rigidity-to-weight ratio.
However, every welder knows the struggle: burn-through and deformation during welding.
The thin walls of extruded aluminum tubing, combined with high thermal conductivity, make it difficult to maintain stable weld pools. A fraction of a second too long under the arc, and you get holes, warping, or poor joint penetration. Worse yet, the deformation after cooling disrupts assembly alignment, forcing rework and raising costs.
This article explains why aluminum frames burn through and deform, then walks through five practical, engineering-grade solutions using the Walter 3D Welding Table and advanced nitrided modular fixtures to control heat, prevent warpage, and deliver perfect assembly geometry.
2. Why Aluminum Frames Burn Through and Warp
Let’s break down the core causes behind these failures:
(1) High Thermal Conductivity
Aluminum conducts heat roughly four times faster than steel. The molten zone expands quickly, dissipating heat unevenly and thinning local areas — leading to burn-through.
(2) Low Melting Point
At around 660°C, aluminum melts far earlier than its oxide layer (which melts above 2000°C). Without proper cleaning and control, the oxide traps heat, causing uncontrolled fusion and weld crater collapse.
(3) Improper Joint Fixturing
Loose or unevenly clamped frames expand during welding. Once released, residual stresses cause severe angular distortion.
(4) Lack of Preheat or Uneven Heat Input
Cold starts, especially on thick-to-thin transitions, produce local over-melting followed by shrinkage cracks.
(5) Wrong Fixture Material or Setup
If your welding table absorbs heat too quickly, it exaggerates cooling differences. Using a nitrided and thermally stable platform like the Welder 3D Durable Nitriding welding table System minimizes this effect and keeps distortion under control.
3. Understanding the Plasma Nitriding Technology
Before we discuss fixture design, let’s understand what makes nitrided tables special.
The Professional Steel Plasma nitriding welding platform undergoes plasma nitriding, where nitrogen ions penetrate the steel surface under controlled temperature and voltage. This forms a compound layer of Fe₂-₃N and Fe₄N, reaching surface hardness levels around 900–1000 HV.
Benefits include:
Superior wear and corrosion resistance
Uniform heat transfer and thermal stability
Anti-spatter surface for cleaner aluminum welding
Long service life and consistent flatness under load
Platforms such as the Nitrided Surface 3D Modular Welding Table combine this treatment with precision machining to maintain ±0.05 mm flatness — essential for high-precision aluminum assemblies.
4. The 5 Practical Solutions
Solution 1: Control Heat Input via Fixture Mass
Mount the frame on a Walter 3D Welding Table with even contact at all points. Aluminum dissipates heat quickly, but localized cooling still occurs if fixture contact is uneven.
By using a Steel S355 Durable Nitriding welding table System in stock, you can take advantage of uniform thermal conductivity. The nitrided surface ensures balanced heat absorption and reflection, helping to stabilize the weld pool and prevent over-penetration.
Pro Tip: For thin-wall aluminum tubes (<2 mm), pulse MIG or AC-TIG with a balanced waveform reduces heat buildup dramatically.
Solution 2: Use Flexible Clamping and Pre-Set Geometry
The modular welding table allows you to create customized jigs that match your frame geometry. For example, bicycle frames often require compound angles between 56° – 73°.
Clamp lightly but consistently using anti-mar soft jaws. The Nitrided Surface 3D Modular Welding Table surface ensures clamping pressure stays uniform even under thermal expansion.
Before starting, measure diagonals and tack all joints symmetrically to lock the geometry. Avoid clamping only one side — it’s the most common cause of twist deformation.
Solution 3: Implement Sequenced Welding
Follow a “skip-step” or diagonal sequence pattern. This distributes heat evenly and minimizes accumulated distortion.
For large rectangular frames, weld short beads on opposite corners alternately. Allow 10–15 seconds cooling between passes.
The Professional Steel Plasma nitriding welding platform helps maintain a stable base temperature, preventing sudden cooling on one side while the other remains hot.
Solution 4: Control Cooling and Post-Weld Stress
After completing the welds, leave the assembly clamped on the Walter 3D Welding Table until it cools below 70 °C. Premature unclamping releases locked-in stress, causing instant warping.
If available, use forced convection or a controlled cooling chamber to bring the entire assembly down uniformly. The Welder 3D Durable Nitriding welding table System helps regulate heat spread across the surface, minimizing local hot zones.
Solution 5: Finishing and Alignment Verification
After cooling, perform mechanical straightness inspection directly on the Steel S355 Durable Nitriding welding table System in stock.
Because of the nitrided and precision-machined surface, it doubles as a reliable reference plane for dimensional checks. Use feeler gauges or laser alignment tools to measure deviations; typical tolerances for welded aluminum frames are within ±0.3 mm.
Reheat slightly (60–80 °C) and apply gentle mechanical correction if needed — never hammer cold aluminum welds, as micro-cracks may propagate later.
5. Common Mistakes to Avoid
Over-tight clamping: Restricts thermal expansion and induces cracks once released.
Dirty oxide surfaces: Always brush with stainless wire before welding.
Unequal grounding: Causes erratic arc behavior and excessive heat on one joint.
Ignoring table flatness: A warped table leads directly to twisted assemblies.
A properly leveled 3D welding table with nitrided finish prevents most of these problems before they start.
6. Real-World Application Case
A manufacturer of lightweight electric scooter frames struggled with 15% scrap rates due to weld deformation. After upgrading from a cast-iron bench to the Walter 3D Welding Table and using the modular welding table fixture system, they implemented the five methods above.
Results after one month:
Burn-through defects reduced by 82%
Frame distortion decreased from 2.1 mm to 0.4 mm average
Assembly fit rate reached 99.6%
Welding time reduced by 25% thanks to faster setup
Technicians also noted that the Nitrided Surface 3D Modular Welding Table remained cool and flat even after 8-hour shifts, proving its long-term stability.
7. Implementation Checklist
| Step | Description | Key Platform |
|---|---|---|
| 1 | Pre-clean aluminum and remove oxide layer | Walter 3D Welding Table |
| 2 | Fixture geometry and pre-tack joints | modular welding table |
| 3 | Apply diagonal welding sequence | Professional Steel Plasma nitriding welding platform |
| 4 | Maintain clamping during controlled cooling | Welder 3D Durable Nitriding welding table System |
| 5 | Verify alignment and hardness | Steel S355 Durable Nitriding welding table System in stock |
Following this structured process ensures zero-burn-through and near-zero deformation even in thin-wall aluminum assemblies.
8. Conclusion: Lightweight Welding, Heavyweight Precision
Burn-through and deformation in aluminum alloy frames are not inevitable — they’re symptoms of poor heat management and unstable fixtures.
With nitrided technology and modular flexibility, the Welder 3D Durable Nitriding welding table System, Professional Steel Plasma nitriding welding platform, and Steel S355 Durable Nitriding welding table System in stock provide unmatched control and precision.
The Walter 3D Welding Table, paired with a Nitrided Surface 3D Modular Welding Table, lets you weld aluminum structures with zero distortion, consistent penetration, and flawless alignment.
Mastering these methods turns aluminum welding from a trial-and-error craft into a repeatable, engineering-driven process that ensures productivity, quality, and reliability in every frame you build.
WALTER Series
Information
Customer Reviews
Customer Gallery
Terms & Conditions
Privacy Policy
Return Policy
About Us